您現在的位置是:首頁 > 標簽 > 切削
模架刀銑刀
(7)可採用鑲齒方式實現自動進給功能(8)可進行多軸聯動切削
閱讀更多SKH51鉬基高速鋼
SKH51鋼高速鋼的熱處理退火加熱至 1600° F,在高溫下徹底浸泡
閱讀更多鑄鋁你要懂得
運動
ZL106提高了Si的含量,又加入了微量的Ti、Mn,使合金的鑄造效能和高溫效能優於ZL105氣密性、耐蝕性也較好,可用作一般負荷的結構件及要求氣密性較好和在較高溫度下工作的零件,主要採用砂型和金屬型鑄造ZL107有優良的鑄造效能和氣密效能
閱讀更多數控車床程式設計——刀具種類
按刀片和刀齒的安裝方式不同,硬質合金面銑刀可分為整體焊接式、機夾焊接式和可轉位式三種
閱讀更多數控車床螺紋程式設計切削,這下秒懂了
農業
3、G76斜進式切削方法,由於為單側刃加工,加工刀刃容易損傷和磨損,使加工的螺紋面不直,刀尖角發生變化,而造成牙形精度較差
閱讀更多雕刻刀具基本知識
藝術
1)儘量減小使用刀尖加工工件:在球頭刀刀尖位置,在實際加工時,加工線速度為0,也就是說,實際上刀具不是在進行切削,而是在進行磨削,實際加工中,冷卻液根本加不到切削區,這樣更加導致切削熱比較大,刀具壽命下降
閱讀更多磨削砂輪的“正常磨損”“磨粒脫落”“切屑堵塞”等四種形態
娛樂
簡介磨削中的砂輪狀態可分為“正常磨損”、“磨粒脫落”、“切屑堵塞”、“磨粒鈍化”等四種形態
閱讀更多還在為刀具磨損而煩惱嗎?知道這些解決措施幫你節省刀具成本
藝術
後刀面的磨損成因:切削期間,與工件材料表面的摩擦會導致後刀面的刀具材料損耗
閱讀更多滾花刀具的種類有多少
運動
所以以此來看,就不難理解為什麼會出現如:內孔單輪切削滾花刀,內孔直紋切削滾花刀,內孔擠壓滾花刀等此類的以組合詞命名的刀具,探究其根源,無非都是為了針對特定的工件的特定滾花要求而產生的,如材質較硬的不鏽鋼棒,是不適合擠壓工藝的,那就只剩下切削
閱讀更多刀具基本知識,看這一篇就夠了
農業
屬含鈷超硬高速鋼,典型牌號,如,W2Mo9Cr4VCo8 ,(簡稱M42),有很高的硬度,其硬度可達69-70HRC,適合於加工高強度耐熱鋼、高溫合金、鈦合金等難加工材料,M42可磨削性好,適於製作精密複雜刀具,但不宜在衝擊切削條件下工作
閱讀更多發球 | 三種不同發球的拋球型別研究以及提高
運動
所以哪裡是球應該被拋到的地方,正確的答案是你的舒適點你需要認真傾聽你的身體,你是否在追擊球,你發球時是否向後傾斜,當你發球時,你的身體是否處於某種緊張狀態,在你發球時,你的身體是否在互相鬥爭,這就是我們應該如何找到合適的拋球點,而不是在技術
閱讀更多UG固定軸最強內容講解(趕緊收藏)
3)參考刀具偏置:參考刀具驅動方法透過指定一個參考刀具直徑來定義加工區域的總寬度,並且指定該加工區中的步距,在以凹槽為中心的任意兩邊產生多條切削軌跡
閱讀更多立銑刀加工鍵槽的切削方式
運動
使用立銑刀的切削方式 為了降低切削刃部位的切削阻力,減少切深量及採用使刀刃負載穩定的刀具軌跡,可以說是最適合鍵槽的切削加工
閱讀更多切削刀具必備知識點之孔加工篇
農業
圖9 鉸刀的結構鉸刀切削部分的主偏角Kr對孔的加工精度、表面粗糙度和鉸削時軸向力的大小影響很大
閱讀更多技巧篇——老師傅教你用麻花鑽鍃沉頭孔!
農業
圖4 用麻花鑽磨成柱形鍃鑽圖5 夾麻花鑽夾具用麻花鑽修磨後改作鍃鑽,鍃錐形、圓柱形沉頭孔的方法經多年使用,證明是可行的,修磨刀具的方法簡單,易掌握和推廣,鍃孔質量能滿足技術要求
閱讀更多【機械設計】車刀弧形半徑怎樣計算-----------刀尖圓角
運動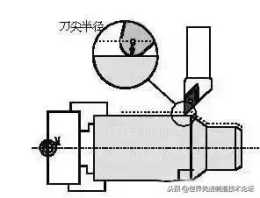
2) 車削錐面和圓弧面當加工錐面和圓弧面時,即加工軌跡與機床軸線不平行時,實際切削點與理想刀尖點之間在X、Z座標方向都存在位置偏差,刀尖圓弧半徑對加工精度的影響如下圖所示
閱讀更多【刀具加工】刀刀的側邊光刀用什麼命令--------圖檔粗加工
藝術
建立多軸固定軸(1)選擇部件-如圖模型(2)選擇底面-圖中深綠色區域(3)選擇壁-如圖藍色壁(4)投影失量-選擇外形輪廓(5)刀軸-遠離直線(6)選擇好刀具(7)進入切削引數-新增側向刀路半精(8)餘量-新增餘量(9)非切削引數-安全設定
閱讀更多【鑽石知識】鑽鑽頭可以左手在前右手在後嗎?鑽鑽頭的刃磨質量影響
主刃從後面刃磨,沉割刀從裡面刃磨(圓形和齒形沉割刀可先用光銼或手銼刀手工刃磨,再用油石精磨修光),導向中心則磨錐面,正確磨過的導向中心應有對稱配置的面,錐體的錐心應與鑽頭軸心一致
閱讀更多