您現在的位置是:首頁 > 標簽 > 坡口
電弧磁偏吹是什麼鬼,這次終於搞定了
運動
3、焊縫結構對磁偏吹的影響效應:1)結構效應 在簡體縱縫焊接或平板堆焊中,當焊槍行至焊縫終端時,由於電弧前方焊件對電弧空間磁場的分磁作用減弱,造成電弧前方的磁力線密度高於後方,從而使電弧向後(即與焊接相反方向)偏吹
閱讀更多預埋防水套管耐熱性優點之一
農業
當預埋防水套管公稱直徑小於100mm時,容許差錯值α為1mm
閱讀更多黃銅管的對接,用氣保焊效率高
Φ273mm×12mm黃銅管與黃銅(H62)管的對接,採用焊接熱效率高、焊縫質量好的熔化極半自動氬弧焊能收到較好的效果,具體工藝如下:一,焊前準備①為保證銅管連續焊接,自制轉胎、卡具一套,該轉胎能按焊接要求組對管件且轉速可調
閱讀更多焊接變形和焊工之間的那點關係
藝術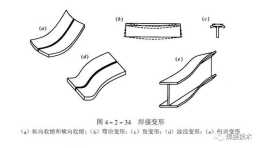
合理選擇焊縫尺寸和坡口形式焊縫尺寸的大小,不僅關係到焊接工作量,而且還對焊接變形產生較大的影響
閱讀更多盤點!零基礎焊工操作與禁忌有哪些?
滅弧焊打底操作方法一點選穿法:當電弧在坡口內兩側燃燒,兩側鈍邊金屬同時熔化形成熔孔,然後迅速熄弧, 在熔池即將凝固時 (呈暗紅色) 又在熄弧處引燃電弧,依次重複操作
閱讀更多如何在焊接裝置設計中利用高強度板材Q700 (1)
藝術
2mm焊絲、80%Ar+20%CO2保護氣體焊接角焊縫所推薦的工藝引數見表中低強度鋼角焊推薦工藝引數序號焊腳尺寸(mm)推薦焊接引數電流(A)電壓(V)氣體流量(L/min)13~4100~15020~2215~2524~5150~2502
閱讀更多鋁焊接前準備工作七要素
對於厚板焊縫,為使焊縫熔合充分和焊縫氣體充分逸出,採用較大的焊接電流和較慢的焊接速度
閱讀更多【創投專案】管道下口怎麼焊接薄皮管斷弧焊焊接方法的焊接技術
遊戲
根據權利要求1所述的管道焊接方法,其特徵在於,所述斷弧焊焊接過程中,每一次形成熔池融合相對坡口稜角1mm
閱讀更多加工丨氬弧焊打底,仰焊怎麼做才能避免內凹
管道氬弧焊打底通常都是採用外送絲操作手法,即焊絲送到在坡口外面根部熔化,通常Φ108mm以下口徑的管道用外送絲工藝就能夠滿足要求了,對於大口徑管道打底採用外送絲,焊縫5點~7點部位背面容易形成連續性內凹,對於背面成形不利
閱讀更多弧槍有幾種我接觸弧焊時間不長,總結經驗分享跟大家!!!!!
運動
直徑大於194mm 的管子宜採取二人對稱焊,焊前為保證首層氬弧焊道質量,管道內必須充氬氣保護,防止合金元素燒損及氧化,大徑奧氏體不鏽鋼管道焊口內充氬裝置見圖為防止氬氣從對口間隙中大量洩漏,焊前需在坡口間隙中貼一層高溫膠帶,焊接過程中隨時將妨
閱讀更多