您現在的位置是:首頁 > 標簽 > 焊縫
搞焊接是門技術活,現在就教你怎麼來焊鎳及鎳基合
旅遊
由於鎳及鎳基合金導熱性差,如果焊接電流過大,電弧電壓過高,焊接速度較慢及層間溫度過高都易使焊接接頭過熱,產生粗大的晶粒,在粗大的柱狀晶粒邊界上,集中了些低熔點共晶體,他們的強度低,脆性大,在焊接應力的作用下很容易形成裂紋
閱讀更多史上最全的焊縫檢測知識
運動
設計要求全焊透的一、二級焊縫應採用超聲波探傷進行內部缺陷的檢驗,超聲波探傷不能對缺陷作出判斷時,應採用射線探傷,其內部缺陷分級及探傷方法應符合現行國家標準《鋼焊縫手工超聲波探傷方法和探傷結果分級》GB11345或《鋼熔化焊對接接頭射結照相和
閱讀更多高溫合金焊接性的影響
運動
焊接接頭熱影響區產生沿晶界的區域性熔化和晶粒長大,如固溶強化高溫合金GH1015、GH1016和GH1140就具有比較好的焊接性,焊縫組織細小
閱讀更多黃銅管的對接,用氣保焊效率高
Φ273mm×12mm黃銅管與黃銅(H62)管的對接,採用焊接熱效率高、焊縫質量好的熔化極半自動氬弧焊能收到較好的效果,具體工藝如下:一,焊前準備①為保證銅管連續焊接,自制轉胎、卡具一套,該轉胎能按焊接要求組對管件且轉速可調
閱讀更多焊接變形和焊工之間的那點關係
藝術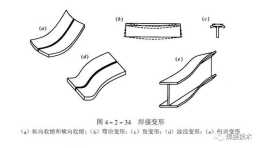
合理選擇焊縫尺寸和坡口形式焊縫尺寸的大小,不僅關係到焊接工作量,而且還對焊接變形產生較大的影響
閱讀更多鎢鋼常見焊接工藝
娛樂
qi@dawvi
閱讀更多河北防水套管
柔性防水套管管道焊縫焊縫表面不允許有表面缺點,錯口深層低於0
閱讀更多如何在焊接裝置設計中利用高強度板材Q700 (1)
藝術
2mm焊絲、80%Ar+20%CO2保護氣體焊接角焊縫所推薦的工藝引數見表中低強度鋼角焊推薦工藝引數序號焊腳尺寸(mm)推薦焊接引數電流(A)電壓(V)氣體流量(L/min)13~4100~15020~2215~2524~5150~2502
閱讀更多鋁焊接前準備工作七要素
對於厚板焊縫,為使焊縫熔合充分和焊縫氣體充分逸出,採用較大的焊接電流和較慢的焊接速度
閱讀更多不鏽鋼管有哪三大類!如何選擇好的不鏽鋼管?
遊戲
不鏽鋼製品管制品生產商因普通不鏽鋼裝飾管無法滿足使用需求時,要求管材製造商專門定製的不鏽鋼管
閱讀更多每天堅守在焊接一線的你,真的知道哪種焊絲最好用嗎?
旅遊
鈦型渣系藥芯焊絲的焊道成形美觀,全位置焊接進工藝效能好、電弧穩定、飛濺小、但焊縫金屬的韌性和抗裂效能較差
閱讀更多鋼結構設計原理第1階段測試題
農業
)1、×2、√3、×4、×5、√6、×7、√8、√9、√ 10、√三、填空題(本題共5小題,每空2分,共20分)1、冷加工效能、熱加工、熱處理2、構造與連線方式、應力幅、應力迴圈次數3、強度、塑性和韌性4、60h f5、肢寬為110mm ,
閱讀更多怎樣提高焊接技術?必須要看的焊接缺陷及防治措施
遊戲
2)在滿足設計要求的前提下,選擇適當的焊接材料,使焊縫金屬的高溫強度稍低於母材,讓應力在焊縫中鬆弛,可避免在熱影響區產生裂縫
閱讀更多教你輕鬆看懂鋼結構圖
藝術
★ 焊縫的標註方法★ 焊縫不連續時的畫法及標註當焊縫分佈不連續時,可見焊縫宜在焊縫處加中實線,不可見焊縫加細柵線二、鉚接用鉚釘將兩塊或兩塊以上的鋼板連線在一起★ 鉚接分類※ 工廠連線※ 現場連線★ 鉚釘型別三、螺栓連線※ 焊接和鉚接都是不可
閱讀更多鋼結構專業術語和符號所代表的意思,鋼結構人應該熟記
運動
10、通用高厚比:引數,其值等於鋼材受彎、受剪或受壓屈服強度除以相應的腹板抗彎、抗剪或區域性承壓彈性屈曲應力之商的平方根
閱讀更多學習鋼結構識圖、製圖方法詳解
運動
資料名稱:鋼結構焊縫符號表示法培訓講義PPT圖文格式:PPT頁碼:46頁獲取方法:加入文章末尾專欄或“建築人圈子學院”
閱讀更多管道連線的標準做法,這下總結全了
遊戲
連體法蘭四角密封方法薄鋼板連體法蘭風管安裝角連線示意圖彈簧夾固定彈簧夾連線風管時分佈示意頂絲卡固定頂絲卡連線風管時分佈示意角鋼法蘭連線螺栓方向、長度統一彈簧夾(左)與頂絲卡(右)連線固定間距均勻3焊接連線➤ 焊縫坡口按規範要求坡口,一般為V
閱讀更多鐵素體常見的檢測預測方法
人文
1 磁性法——JB/T 7853-95 鉻鎳奧氏體不鏽鋼焊縫中鐵素體數的測量2 金相法——參照 GB/T 1594 鉻鎳奧氏體不鏽鋼焊縫鐵素體含量測量方法(或ASTM E562 系統人工點計數法) 檢測3 鐵素體含量的預測:Schaeffl
閱讀更多鐳射焊接哪些工藝引數決定了焊接質量?
藝術
小孔內充滿在光束照射下壁體材料連續蒸發產生的高溫蒸汽,小孔四壁包圍著熔融金屬,液態金屬四周包圍著固體材料(而在大多數常規焊接過程和鐳射傳導焊接中,能量首先沉積於工件表面,然後靠傳遞輸送到內部)
閱讀更多老焊工才知道的焊條電弧焊操作技術!你會嗎?
5.三角形運條法:採用這種運條方法焊接時,焊條末端做連續的三角形運動,並不斷向前移動,按照擺動形式的不同,可分為斜三角形和正三角形兩種,斜三角形運條法適用於焊接平、仰位置的T形接頭焊縫和有坡口的橫焊縫,其優點是能夠借焊條的擺動來控制熔化金屬
閱讀更多